고무 혼련기 란 무엇이며 어떻게 구성되어 있습니까?
에이 고무 반죽기 내부 믹서 또는 밴버리형 반죽기라고도 불리는 이 기계는 원료 고무와 카본 블랙, 황, 촉진제, 가소제, 가공유 등의 첨가제를 혼합하는 데 사용되는 폐쇄형 고강도 혼합 기계입니다. 개방형 밀과 달리 고무 혼련기는 밀봉된 챔버 내부에서 혼합을 수행하므로 재료 손실이 크게 줄어들고 분산 균일성이 향상되며 온도에 민감한 화합물을 처리할 수 있습니다.
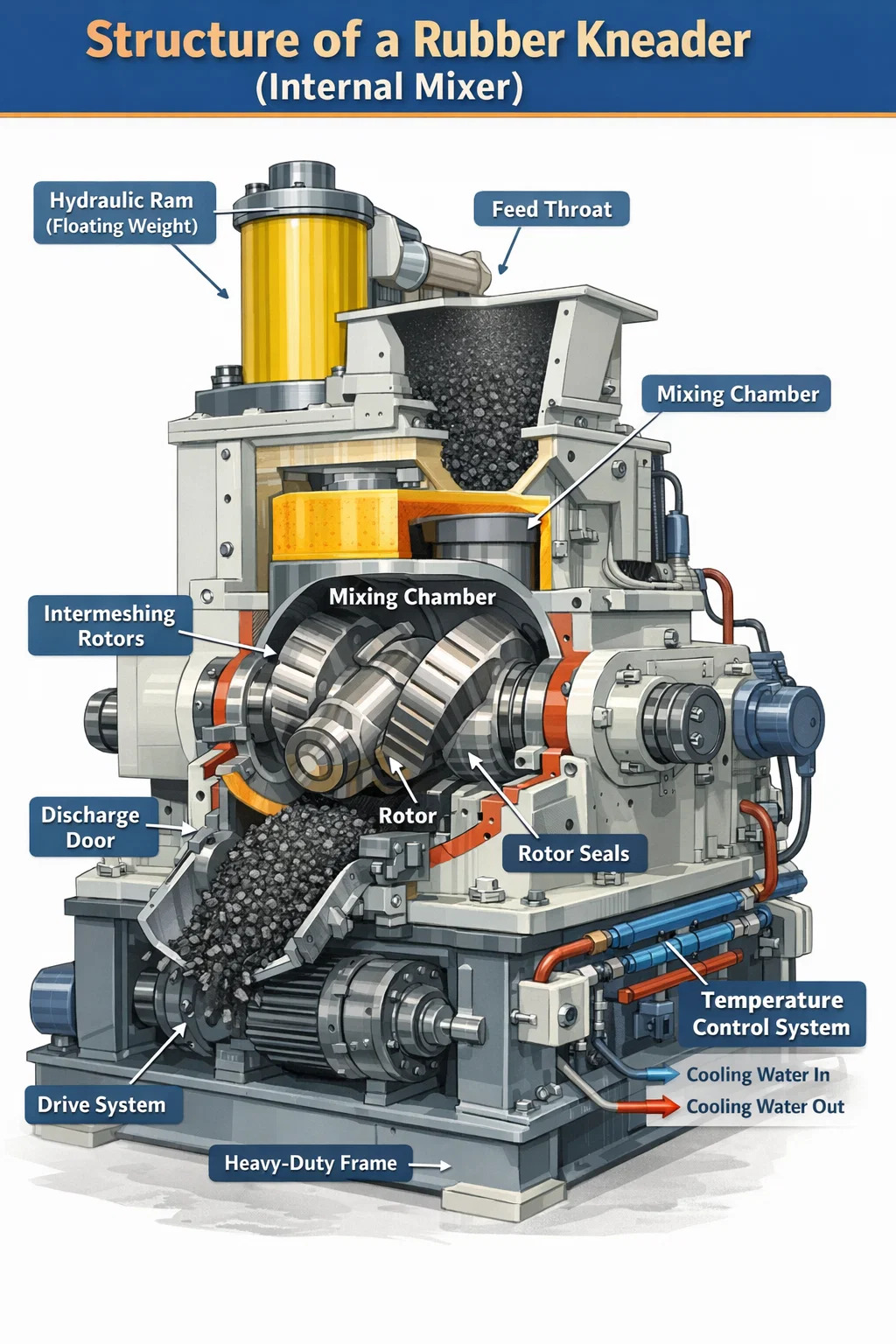
고무 혼련기의 핵심 구조는 혼합 챔버, 로터, 유압 램(부유 중량), 배출 도어 메커니즘, 온도 제어 시스템 및 구동 시스템의 6가지 주요 시스템으로 구성됩니다. 각각은 뚜렷한 기계적 역할을 하며, 상호 작용 방식을 이해하면 내부 니더가 타이어 제조, 씰, 개스킷, 호스 및 기술 고무 제품의 고무 컴파운딩에 대한 업계 표준이 된 이유를 알 수 있습니다.
기계 본체 자체는 일반적으로 고강도 주강 또는 조립된 강판으로 구성되며 내부 표면은 경화되거나 내마모성 합금으로 라이닝되어 혼합 중에 생성되는 엄청난 기계적 힘(종종 대용량 기계에서 500kN을 초과함)을 견딜 수 있습니다.
혼합실: 고무 혼련기의 심장
혼합실은 모든 혼합이 이루어지는 밀폐된 공간입니다. 이는 두 개의 역회전 로터를 수용하도록 설계된 매우 엄격한 공차로 가공된 8자 모양의 캐비티입니다. 챔버의 내부 프로필은 원형이 아닙니다. 챔버의 벽은 로터 기하학적 구조를 보완하도록 윤곽이 잡혀 있어 고무 덩어리가 지속적으로 접히고 절단되고 로터 표면에 다시 노출됩니다.
챔버 부피는 고무 혼련기를 분류하는 데 사용되는 주요 사양 중 하나입니다. 실험실 규모 기계의 챔버 용량은 0.3리터에 불과한 반면, 타이어 공장에서 사용되는 생산 등급 내부 믹서는 650리터를 초과할 수 있습니다. 일반적인 산업 크기 범위는 20L에서 270L이며, 충전 계수(고무 충전 중량 대 챔버 부피의 비율)는 일반적으로 0.6에서 0.75 사이로 설정됩니다.
챔버 벽에는 광범위한 네트워크가 통합되어 있습니다. 내부 냉각 및 가열 채널 . 최신 고무 혼련기에서 이러한 채널은 챔버 본체를 통해 직접 뚫고 폐쇄 루프 온도 제어 시스템에 연결됩니다. 정확한 열 관리가 중요합니다. 고무 점도, 분산 효율성 및 화합물 품질은 모두 정의된 창 내에서 배치 온도를 유지하는 데 달려 있으며, 제형에 따라 종종 70°C에서 160°C 사이입니다.
챔버는 두 개의 부분(상부 본체와 하부 본체)으로 나뉘어 볼트로 고정되어 있습니다. 아래쪽 절반에는 배출 도어 힌지가 포함되어 있습니다. 이 분할 구조를 통해 검사, 청소 및 라이너 교체가 가능합니다. 경화강(일반적으로 표면 경도 값 58-62 HRC)으로 제작된 챔버 라이너는 마모성 고무 화합물로부터 구조 챔버 본체를 보호하며 전체 기계를 분해하지 않고도 독립적으로 교체할 수 있습니다.
로터: 고무 혼련기 설계의 결정적인 구성 요소
로터는 실제로 챔버 내부에서 혼합 작업을 수행하는 기계 요소입니다. 고무 반죽기에서, 두 개의 로터가 고정된 속도 비율로 반대 방향으로 회전합니다. , 일반적으로 1:1.1 또는 1:1.2로 로터 사이와 각 로터와 챔버 벽 사이의 닙 지점에서 강렬한 전단 응력을 생성하는 차동 로터 속도를 생성합니다.
로터의 기하학적 구조는 내부 믹서의 가장 공학적인 측면 중 하나입니다. 최신 고무 반죽기에는 세 가지 주요 로터 유형이 사용됩니다.
- 2개의 날개(타원형) 로터: 로터 샤프트를 따라 꼬인 두 개의 나선형 블레이드가 특징인 원래 디자인입니다. 이는 높은 전단력을 생성하며 혼합하기 어려운 화합물, 카본 블랙 마스터배치, 천연 고무(NR) 및 EPDM과 같은 고점도 고무에 적합합니다. 로터 날개와 챔버 벽 사이의 팁 간격은 일반적으로 2~6mm입니다.
- 4개 날개 로터: 분산 및 분배 혼합을 동시에 개선하기 위해 개발되었습니다. 추가 날개는 회전당 재료 접힘 및 방향 재지정 빈도를 증가시켜 필러를 더 빠르게 통합할 수 있게 해줍니다. 이제 4개 날개 로터가 대량 생산 타이어 컴파운드 혼합 라인의 표준이 되었습니다.
- 6개 날개(또는 다중 날개) 로터: 실란 커플링 효율이 중요한 실리카 기반 타이어 화합물과 같이 매우 미세한 필러 분산이 필요한 응용 분야에 사용됩니다. 이 로터는 더 낮은 최고 온도에서 더 부드럽고 더 분산적인 혼합을 생성합니다.
로터 샤프트는 속이 비어 있고 온도 제어 시스템에 연결되어 있어 냉각수나 증기가 내부를 통해 흐를 수 있습니다. 이러한 내부 로터 냉각은 마찰열 발생으로 인해 화합물이 조기에 가황(스코칭)될 수 있는 고속 혼합 작업에 필수적입니다. 생산 반죽기의 로터 표면 속도는 일반적으로 다음과 같습니다. 20~80rpm , 단일 혼합 사이클 내에서 이 전체 범위에 걸쳐 작동할 수 있는 일부 가변 속도 기계가 있습니다.
로터는 기계 측면 프레임에 내장된 견고한 마찰 방지 롤러 베어링에 의해 양쪽 끝에서 지지됩니다. 베어링 배열은 고무 복합 압력으로 인한 반경방향 하중과 나선형 로터 날개에 의해 생성된 축 방향 추력 하중을 모두 수용해야 합니다. 대형 니더의 베어링 어셈블리도 일반적으로 수냉식입니다. 그렇지 않으면 베어링 시트의 마찰열로 인해 서비스 수명이 크게 단축됩니다.
로터 씰링 시스템
로터 샤프트가 측벽을 통해 혼합 챔버에서 나가는 경우 밀봉 시스템이 고무 화합물이 샤프트를 따라 누출되는 것을 방지합니다. 이것은 기술적으로 고무 혼련기 설계에서 가장 어려운 영역 중 하나입니다. 챔버 내부 온도가 상승하는 동안 샤프트가 빠른 속도로 회전하는 동안 씰에는 최대 0.5-1.0 MPa의 압력에서 고무가 포함되어야 합니다.
대부분의 최신 고무 반죽기는 두 가지 밀봉 방식 중 하나를 사용합니다.
- 고무 패킹이 포함된 래버린스 씰: 에이 series of machined grooves and ridges create a tortuous path that resists compound flow. Combined with compressed rubber packing rings, this arrangement provides effective sealing for most production compounds. Packing replacement is a routine maintenance task performed every few hundred operating hours.
- 기계식 페이스 씰: 오염 요구 사항이 엄격한 고급 기계 및 응용 분야에 사용됩니다. 고정 시트에 눌려진 회전 씰 표면은 포지티브 장벽을 제공합니다. 이러한 씰은 공냉식 또는 수냉식일 수 있으며 패킹형 씰보다 서비스 간격이 더 깁니다.
유압 램(부동 중량): 화합물 위의 압력 제어
혼합 챔버 바로 위에는 일반적으로 부동 중량 또는 유압 램이라고 불리는 상부 램이 있습니다. 이것은 챔버의 피드 스로트 내부에 꼭 맞는 모양의 견고한 강철 또는 연성 철 블록입니다. 그 기능은 재료가 적재된 후 혼합 챔버의 상단을 밀봉하고 혼합 중에 고무 배치에 하향 압력을 가하는 것입니다.
램 압력은 고무 혼련기 작동에서 가장 중요한 공정 변수 중 하나입니다. 램 압력이 높을수록 고무 화합물이 로터와 더 긴밀하게 접촉하게 되어 전단 강도가 증가하고 분산이 향상됩니다. 그러나 과도한 압력은 로터와 챔버 라이너 마모를 가속화합니다. 생산 기계의 램 압력은 일반적으로 피드 스로트 위에 장착된 유압 실린더를 통해 적용되는 0.2~0.8MPa 범위입니다.
램은 수직 스로트 실린더에 의해 안내됩니다. 이 통로는 램을 중앙에 유지하고 복합 압력 하에서 측면 이동을 방지하는 정밀하게 가공된 통로입니다. 스로트 바닥의 더스트 씰은 고무가 램 본체 주위로 이동하는 것을 방지합니다. 램 자체는 종종 코어 처리되어 냉각수 회로에 연결되어 아래 고무의 열 흡수를 관리합니다.
램을 작동시키는 유압 실린더는 기계 본체 위의 피벗 프레임에 장착되어 있어 충전을 위해 피드 스로트 커버를 열 때 램이 깨끗하게 회전할 수 있습니다. 자동화된 생산 라인에서 램 사이클은 혼합 프로그램에 의해 제어됩니다. 덤프 도어가 열리면 배치가 자동으로 올라가고, 다음 충전물이 로드되면 즉시 내려와 잠깁니다.
일부 최신 고무 혼련기 설계, 특히 실리카-실란 배합에 사용되는 설계에서는 램 압력이 혼합 주기 동안 동적으로 조절됩니다. 즉 과열을 방지하기 위해 실란화 반응 단계에서 압력을 일시적으로 줄인 다음 최종 분산을 위해 다시 압력을 높입니다. 이를 위해서는 기계 제어 장치와 통합된 비례 유압 밸브 시스템이 필요합니다.
배출 도어 메커니즘: 혼합 배치 방출
배출 도어는 혼합 챔버의 바닥을 형성합니다. 혼합이 완료되면 이 도어가 아래쪽으로 열리고(또는 설계에 따라 한쪽으로 회전) 완성된 고무 배치가 중력에 의해 다운스트림 장치(일반적으로 개방형 밀, 2축 압출기 또는 배치 오프 냉각 컨베이어)로 방출됩니다.
도어는 유압 실린더에 의해 작동되며 잠금 메커니즘은 혼합 중에 휘어짐 없이 전체 내부 챔버 압력을 견뎌야 합니다. 도어가 조금만 구부러져도 고무가 도어 씰 영역으로 돌출되어 마모가 가속화되고 오염이 발생할 수 있습니다. 고품질 고무 니더는 여러 개의 잠금 볼트 또는 도어 둘레 전체에 조임력을 균등하게 분배하는 캠 잠금 메커니즘을 사용합니다.
도어 표면(고무 화합물과 접촉하는 표면)은 일반적으로 독립적으로 교체할 수 있는 강화된 마모 플레이트로 표면 처리됩니다. 도어 본체에는 챔버 벽과 동일한 회로에 연결된 냉각 채널이 통합되어 있습니다. 챔버/도어 인터페이스에서 화합물 누출을 방지하기 위해 고무 또는 탄성 중합체 씰 링이 도어 주변을 둘러쌉니다. 이 씰은 예정된 유지 관리 중에 교체되는 소모품입니다.
배출 도어 개방 시간은 공정 매개변수입니다. 개방 속도가 빨라지면 혼합 종료 후 화합물이 열에 노출되는 시간이 줄어듭니다. 이는 사전 분산된 가황제를 포함하는 온도에 민감한 화합물에 매우 중요합니다. 고속 생산 라인에서는 3~5초 이내에 도어 열기 및 배치 드롭이 완료됩니다. 처리량을 유지하기 위해.
온도 제어 시스템: 고무 혼련기 전체의 열 관리
고무 혼련기 작동에서 온도 관리는 선택 사항이 아닙니다. 이는 화합물 품질 및 공정 반복성을 위한 기본 요구 사항입니다. 온도 제어 시스템은 챔버 벽, 로터 본체 및 램의 세 가지 열 교환 영역으로 구성됩니다. 각 구역은 독립적으로 제어할 수 있습니다.
대부분의 생산용 고무 반죽기는 세 구역 모두를 통해 온도 조절된 물을 순환시키는 폐쇄 루프 수온 제어 장치(TCU)를 사용합니다. TCU는 전기 히터 또는 증기 주입을 사용하여 물을 가열하고 시설 냉수 공급 장치에 연결된 열교환기를 사용하여 냉각할 수 있습니다. 목표 수온은 공정 단계에 따라 다릅니다.
- 예열 단계: 교대 근무의 첫 번째 배치 전에 챔버를 작동 온도로 만들기 위한 60~90°C의 물
- 혼합 단계: 마찰열을 흡수하고 화합물 과열을 방지하기 위한 20~40°C 냉각수
- 세척 단계: 뜨거운 물 또는 스팀 세척으로 잔류 화합물을 부드럽게 하여 제거를 더 쉽게 합니다.
화합물 온도는 챔버 벽에 장착된 열전대 또는 적외선 센서로 모니터링됩니다. 실시간 복합 온도 피드백 배치를 사양 내로 유지하기 위해 기계 제어 시스템에서 로터 속도, 램 압력 및 냉각수 유량을 조정하는 데 사용됩니다. 일부 고급 고무 혼련기 시스템에서는 화합물 온도가 고정된 시간 주기 이후가 아니라 설정 지점에 도달하면 혼합이 자동으로 종료됩니다. 소위 온도 제어 덤프는 시간 제어 덤핑보다 일관성이 있으며 배치 간 변동성을 줄입니다.
로터 및 챔버 냉각 회로 세부정보
각 중공 로터 내부의 냉각수 회로는 일반적으로 표면 접촉 면적을 최대화하는 나선형 또는 보어 패턴을 따릅니다. 로터 샤프트 끝단에 있는 로터리 유니온(스위블 조인트라고도 함)은 고정식 냉각수 공급 파이프를 회전하는 로터 내부에 누출 없이 연결합니다. 내부 씰이 마모되어 주기적인 점검과 교체가 필요한 정밀 부품입니다.
챔버 벽 냉각 채널은 일반적으로 중심 간 간격이 30~50mm로 챔버 블록을 통해 구불구불한 패턴으로 뚫려 있습니다. 이러한 채널을 통과하는 냉각수 유량은 기계의 정격 출력에 충분한 열 제거 용량을 달성하도록 설계되었습니다. 2000kW 구동 모터가 있는 270L 혼련기의 경우 냉각 시스템은 최소 1.5~2.0MW의 열 에너지를 지속적으로 제거할 수 있어야 합니다.
구동 시스템: 로터로 동력 전달
고무 반죽기의 구동 시스템은 전기 모터, 감속기(기어박스) 및 두 개의 로터를 구동하는 기어 배열로 구성됩니다. 로터는 서로에 대해 고정된 속도 비율로 회전해야 하기 때문에 부하 변동에 관계없이 동기화를 보장하는 연동 기어 세트(타이밍 기어)를 통해 결합됩니다.
주 구동 모터는 현대 기계에서 거의 보편적으로 가변 주파수 구동(VFD) 제어 기능을 갖춘 AC 유도 모터입니다. 가변 속도 기능은 복합 사이클의 다양한 단계에서 혼합을 최적화하는 데 필수적입니다. 예를 들어 초기 베일 분해 중에 모터 과부하를 방지하기 위해 저속으로 작동한 다음 충전제 혼합을 위해 최대 속도로 가속합니다. 생산용 고무 혼련기의 모터 출력은 챔버 용량에 따라 달라집니다.
| 챔버 볼륨(L) | 일반 모터 전력(kW) | 로터 속도 범위(rpm) | 공통 응용 |
|---|---|---|---|
| 20~40 | 110~250 | 20~60 | 소규모 배치, 특수 화합물 |
| 75~120 | 500~900 | 20~70 | 중형 타이어 및 산업용 고무 |
| 200–270 | 1500~2500 | 20~80 | 대용량 타이어 트레드 컴파운딩 |
| 400~650 | 3000~5000 | 15~60 | 대규모 타이어 마스터배치 생산 |
기어박스(감속기)는 토크를 증가시키면서 모터 속도를 로터 작동 속도로 낮춥니다. 고무 혼련기에서 기어박스는 극도로 높은 토크를 처리해야 합니다. 즉, 40rpm으로 로터를 작동하는 2000kW 모터의 경우 로터 샤프트의 토크가 500,000N·m를 초과할 수 있습니다. 기어박스는 일반적으로 침탄 및 연삭된 헬리컬 기어가 있는 평행 샤프트 또는 직각 배열로, 강제 공급 윤활 기능이 있는 견고한 주철 또는 가공 강철 케이스에 들어 있습니다.
에이 flexible coupling between the motor and gearbox absorbs shock loads during bale breakdown — the impact when a rotor strikes a cold rubber bale can cause instantaneous torque spikes two to three times the rated operating torque. Without a flexible coupling, these spikes would be transmitted directly to the gearbox and motor shaft, causing premature fatigue failure.
피드 스로트 및 충전 시스템
피드 스로트는 고무와 첨가제가 로드되는 혼합 챔버 위의 수직 통로입니다. 수동 작업에서는 고무 베일과 계량된 첨가제가 작업자나 컨베이어에 의해 목구멍으로 떨어집니다. 자동화된 혼합 라인에서는 공급 스로트에 티핑 트레이 또는 공압식 램 보조 장치가 장착되어 로터의 저항에 맞서 재료를 챔버 아래로 밀어 넣습니다.
스로트 개구부 치수는 표준 고무 베일 크기를 수용하도록 설계되었습니다. 270L 혼련기의 스로트 개구부는 일반적으로 약 600mm × 400mm입니다. 회전하는 더스트 커버 또는 플랩은 충전 후 목을 닫아 혼합 중에 먼지와 연기를 억제합니다. 일부 기계에는 중앙 환기 시스템에 연결된 목 덮개에 연기 추출 포트가 통합되어 있습니다. 이는 카본 블랙, 황 또는 휘발성 가공 오일이 포함된 화합물을 혼합할 때 특히 중요합니다.
프로세스 오일, 액체 실란 또는 특수 첨가제의 경우 액체 성분 주입은 챔버 벽에 직접 장착된 포트나 램 본체를 통해 수행되는 경우가 많습니다. 이러한 주입 노즐은 일반적으로 혼합 프로그램과 통합된 기어 펌프 투여 시스템에 의해 제어되는 정밀한 계량 용량을 제공하는 동시에 챔버 압력과 온도를 견딜 수 있도록 설계되어야 합니다.
기계 프레임 및 구조 구성 요소
전체 고무 반죽기 어셈블리는 두꺼운 강철판이나 주물로 제작된 무거운 구조적 베이스 프레임에 장착됩니다. 이 프레임은 혼합 과정에서 반력을 흡수하여 기초로 전달합니다. 관련된 힘은 상당합니다. 대형 생산 혼련기는 최대 혼합 부하 동안 수백 킬로뉴턴에 도달할 수 있는 로터 분리력(고무 압력으로 인해 로터를 밀어내는 힘)을 생성합니다.
혼합 챔버의 각 측면에 하나씩 있는 두 개의 측면 프레임은 로터 베어링을 운반하고 챔버와 베이스 사이의 구조적 연결을 제공합니다. 이는 기계에서 가장 큰 응력을 받는 부품인 경우가 많으며 응력 집중을 줄이기 위해 넉넉한 필렛 반경을 갖춘 구상흑연 주철 또는 두꺼운 가공 강철로 제조됩니다.
니더 기본 프레임과 건물 기초 사이의 진동 차단 마운트는 현대 설치의 표준입니다. 베일이 분해되는 동안 완전히 로드된 대형 고무 니더는 상당한 진동을 발생시킵니다. 이는 분리되지 않은 상태에서 건물 구조로 전달되어 인근 장비에 영향을 미치거나 시간이 지남에 따라 앵커 볼트의 피로 균열을 일으킬 수 있습니다.
최신 고무 혼련기의 제어 시스템 및 계측
최신 고무 혼련기에는 전체 혼합 주기를 자동으로 관리하는 PLC 기반 제어 시스템이 장착되어 있습니다. 제어 시스템은 프로세스 데이터의 연속적인 흐름을 모니터링하고 기록합니다.
- 화합물 온도(투시 포트를 통해 화합물을 겨냥한 챔버 벽 열전대 또는 적외선 고온계를 통해 측정)
- VFD를 통해 지속적으로 조정 가능한 로터 속도(rpm)
- 화합물 점도에 비례하고 혼합 에너지 입력을 간접적으로 측정하는 모터 전류 소모량
- 혼합 사이클 전반에 걸쳐 누적된 특정 에너지 입력(kWh/kg)
- 램 위치 및 압력
- 각 냉각 구역의 냉각수 입구 및 출구 온도
- 덤프 도어 위치(열림/닫힘 인터록)
특정 에너지 투입량은 틀림없이 혼합 완전성을 나타내는 가장 신뢰할 수 있는 지표입니다. 많은 고무 화합물의 경우, 예를 들어 카본 블랙의 분산은 시간보다는 화합물 1kg당 누적 에너지 입력과 밀접한 상관관계가 있습니다. 최신 고무 혼련기 제어를 통해 혼합 프로그램을 시간 종점이 아닌 에너지 종점으로 정의할 수 있으며, 이는 배치 간 원료 점도의 변화를 자동으로 보상합니다.
에이ll batch data is logged to a database for quality traceability. Integration with Manufacturing Execution Systems (MES) allows each batch record to be linked to raw material lot numbers, operator ID, and downstream compound test results, enabling root-cause analysis when quality deviations occur.
고무 혼련기 유형 간의 주요 구조적 차이점
모든 고무 반죽기가 동일한 구조 구성을 공유하는 것은 아닙니다. 다양한 생산 요구 사항을 충족하기 위해 여러 가지 설계 변형이 존재합니다.
접선 대 인터메싱 로터 혼련기
접선형 로터 혼련기(전통적인 Banbury 설계)에서는 두 개의 로터가 서로 접하는 별도의 원형 경로로 회전합니다. 로터 날개는 서로 맞물리지 않습니다. 이로 인해 강렬한 전단이 발생하는 로터 사이에 큰 혼합 영역이 생성되어 접선 혼련기가 강화 필러의 분산 혼합에 매우 효과적이게 됩니다. 전 세계적으로 생산되는 내부 믹서의 대부분은 접선 로터를 사용합니다.
인터메싱 로터 니더(예: HF Mixing의 GK 시리즈 또는 Farrel Pomini의 F 시리즈)에서 로터는 서로 더 가깝게 위치하며 회전할 때 날개가 겹쳐지고 서로 맞물립니다. 개념은 이축 압출기와 유사하지만 플라이트가 훨씬 짧고 두껍습니다. 이 디자인은 뚜렷하게 다른 흐름 패턴을 생성하여 분산 혼합 강도가 다소 낮아지는 대신 더 나은 분산 혼합과 더 낮은 화합물 온도를 생성합니다. 인터메싱 혼련기는 온도 제어가 가장 중요한 열에 민감한 실리콘 고무, 불소탄성체 및 화합물에 선호됩니다.
거꾸로(거꾸로) 배출 반죽기
일부 고무 반죽기 디자인(특히 연속 또는 반연속 공정 라인에 사용되는 디자인)은 하단 도어를 통하지 않고 전체 혼합 챔버 어셈블리를 기울여서 챔버 입구가 아래를 향하게 하고 화합물이 떨어지도록 배출합니다. 이러한 거꾸로 된 배출 설계를 통해 배치 릴리스가 더 빨라지고 반죽기 바로 아래에 위치한 다운스트림 처리 장비와 쉽게 통합될 수 있습니다. 구조적 의미는 틸팅 메커니즘과 유압 잠금 시스템을 갖춘 훨씬 더 복잡한 기계 프레임입니다.
개방형 상단(시그마 블레이드) 혼련기 대 폐쇄형 밴버리형 혼련기
일부 산업 환경에서 "고무 반죽기"라는 용어는 Z 블레이드 또는 시그마 블레이드 배치 반죽기, 즉 2개의 역회전 시그마 또는 Z 모양 블레이드가 있는 개방형 홈통 모양의 기계를 의미하기도 한다는 점은 주목할 가치가 있습니다. 이는 이 기사 전반에 걸쳐 설명된 폐쇄형 내부 믹서와 구조적으로 상당히 다릅니다. 시그마 블레이드 혼련기는 램과 밀봉 시스템이 없고 대기압에서 작동하며 충전재가 많은 고무 화합물보다는 실리콘 고무 컴파운딩, 열가소성 엘라스토머 및 접착제 준비에 더 일반적으로 사용됩니다.
마모 부품 및 유지 관리가 중요한 구조 요소
고무 혼련기의 구조를 이해한다는 것은 어떤 부품이 마모되어 정기적인 교체가 필요한지 아는 것을 의미합니다. 주요 착용 품목은 다음과 같습니다.
- 로터 팁: 날개 끝은 챔버 벽과 가장 높은 접촉 응력을 경험합니다. 일부 설계에서는 로터 팁이 현장에서 다시 적용할 수 있는 하드페이스 용접 오버레이로 구성됩니다. 다른 경우에는 팁 마모가 허용 오차를 초과하면 전체 로터가 교체됩니다. 일반적으로 팁과 벽 간 간격이 설계 값(2~5mm)에서 8~10mm 이상으로 증가하여 혼합 효율이 눈에 띄게 저하되는 경우입니다.
- 챔버 라이너: 벽 라이닝 섹션은 일반적으로 두께가 30~50mm이고 챔버 본체에 볼트로 고정되거나 수축 끼워지는 교체 가능한 마모 플레이트입니다. 사용 수명은 연마재 도포 시 몇 개월부터 가벼운 사용 시 수년까지 다양합니다.
- 로터 엔드 씰(패킹): 컴파운드 유형 및 로터 속도에 따라 작동 시간 300~1000시간마다 교체됩니다. 패킹 교체가 지연되면 베어링 영역이 복합적으로 오염되고 베어링 마모가 급격히 가속화됩니다.
- 배출 도어 씰: 배출 도어의 탄성중합체 주변 씰은 예정된 가동 중단 중에 교체되며, 연속 생산에서는 일반적으로 3~6개월마다 교체됩니다.
- 로터 냉각 회로의 로터리 유니온: 이러한 구성 요소의 씰 마모로 인해 냉각수가 베어링 하우징으로 유입될 수 있으므로 대부분의 시설에서 매년 검사하고 재구축합니다.
타이어 생산 시설의 고무 니더에 대한 계획된 유지 관리 간격은 일반적으로 교대마다 간단한 검사, 매주 중간 검사, 연간 또는 5,000~8,000 작동 시간마다 대대적인 정밀 검사를 포함하여 약 8시간 생산 교대로 구성됩니다. 잘 관리된 270L 고무 혼련기는 연속 3교대 작동에서 95%가 넘는 기계적 가용성을 달성할 수 있습니다.